
One of the maintenance strategies applied in organizations is to manage all work based on time, in hours of actual operation, in certain situations the maintenance is scheduled according to daily, weekly, monthly, semi-annual and other frequencies, on the other hand, to perform accurate preventive maintenance work, On the other hand, in order to execute precise preventive maintenance works in the time required by the manufacturers, the equipment has meters to take the accumulated time of operation and thus not to develop over maintenance in the equipment which leads to over costs, high inventory levels of spare parts and pieces, high backlog, that is to say, low efficiency in the management.
The equipment has a PLC, which counts hours of operation and additionally the maintenance manuals of the manufacturers provide the information about which maintenance tasks should be performed every 150, 300, 500 hours, or every 150, 300, 500 hours, as the case may be, parts should be changed, lubricants changed, parts or systems inspected according to the hours elapsed, the hourmeters become a tool to schedule maintenance and thus ensure the availability and functionality of the equipment.

The capture of data from the hourmeters is done in two ways, one manually, through human interaction and the other is through communication protocols the meter is providing the information of the elapsed hours to a CMMS or a software process, human interaction is done through daily inspections in which operators and / or technicians in the case that maintenance management is done on paper, they are taking the elapsed hours of operation, Another way is that the technician by means of mobile CMMS will be feeding the configured meters the elapsed hours and the platform will automatically generate the notifications and work orders corresponding to the programming of the maintenance plan.
Frontis, CC BY-SA 3.0, via Wikimedia Commons
The manual form of human interaction entails a certain degree of error, since the technicians, in addition to their daily inspections and tasks, obviously cannot always be aware of the equipment’s hour meter, in some cases the elapsed hours may exceed the precise time of maintenance by a few hours or a wide range of hours or otherwise they will make the decision to perform the maintenance a few hours before the established frequency, both cases have their advantages and disadvantages:
Advantages and disadvantages of maintenance before frequency compliance
As mentioned the case of making the decision to schedule the work order prior to the fulfillment of the frequency brings the following advantages:
- Preventive maintenance is performed within the range of time recommended by the manufacturer, thus ensuring in some way the functionality of the equipment, it complies with the manufacturer’s requirement in order to be in compliance in the event of the execution of a warranty.
- Maintenance is performed within the range in order to flatten the Weibull curve when the equipment is new and is subject to the initial mortality of all equipment and to ensure the availability of the asset in the initial phase of its useful life.
- A disadvantage is that if maintenance management is used to precede frequency, the maintenance cost of the equipment is biased towards the side of performing too much maintenance, which leads to over-maintenance, causing a fixed asset not adequate to what it really should be..
- The useful life of spare parts is not exploited as it should be, causing that there will be parts that are changed and are still able to provide a greater service than they were designed for, obviously generating additional costs and a higher generation of waste that is difficult to dispose of.
Advantages and disadvantages of maintenance after frequency compliance
- Preventive maintenance after the schedule fulfillment of the plan, can bring savings in the costs of maintenance tasks, by performing a detailed analysis of the functionality of the equipment in order to determine that it has not been affected mainly in the parts and consumables that require change, thus allowing to make decisions based on these analyses and to extend a little more the times between maintenances.
- When these cases occur, it is recommended to make material analysis on the changed parts in order to determine if there are present micro fractures, premature wear or for example decrease of desirable characteristics in lubricating oils, in the case of generator sets most manufacturers recommend in their maintenance plans to change the oil every 250 hours, although an oil analysis in accredited laboratories will determine that the oil can work 100 hours more or up to 250 hours more depending on the results of cloud point, viscosity, solids content and water content, thus allowing to extend oil changes and reduce maintenance costs.
- Depending on the nature of the materials of the parts that need replacement, it may be a risk to extend a few hours and reach an unscheduled stop that requires corrective maintenance, in the case of parts manufactured from polymeric compounds in contact with abrasive liquids and in constant rotation, it could be a risk to perform the maintenance after the planned time according to the hour meter, in this case it is recommended to perform the maintenance task at the planned time according to the manufacturer’s recommendation.
- These cases may cause some disorganization, lack of planning and overconfidence of the maintenance team, and possibly be forgotten the maintenance task, which would be an unknown critical situation that would generate a potential failure in gestation, when it is not possible to perform maintenance at the accumulation time indicated is recommended that the temporary deviation is a few hours for new or little known equipment, it is necessary that the maintenance manager has a matrix of criticality of assets, in order to have in knowledge the degree of seriousness of failures caused by lack of preventive maintenance and thus have an implemented methodology of decision making that allows to manipulate the times between maintenances.

Measurement of hours of operation in critical assets
There are certain types of assets that are considered essential for process, for example a pyro-tubular boiler for constant steam generation for heat exchangers or a refrigeration equipment for pharmaceutical products that require low and very stable temperatures that allow the integrity of the stored product, these cases require precise monitoring of the elapsed hours of operation in order to perform preventive maintenance tasks at the right time, to avoid having unscheduled stops that could affect production costs too much, it is very necessary for the control of these systems to have a software like CMMSedge, this predictive maintenance software monitors every minute the conditions required for the equipment to remain functional as long as possible (You can download E-book: CMMShere – Key Performance Indicators in Maintenance Management) and provide its standard service, variables such as hourmeters, humidity, temperature, voltage among others that are considered necessary are evaluated and through routers, communication protocols and CMMSEdge data is obtained in real time that will allow the scheduling and automatic notification of work orders or service, assignment of technicians and prompt attention of maintenance of the asset will be achieved, On the other hand, upper and lower limits of operating conditions are configured and in case the monitored variable reaches that limit the software is able to do its job as a management tool for predictive maintenance, for example, if the equipment is about to reach its 1,000 hours of accumulated work and requires preventive maintenance, the user is able to program alerts in advance to perform the necessary work in sufficient time.
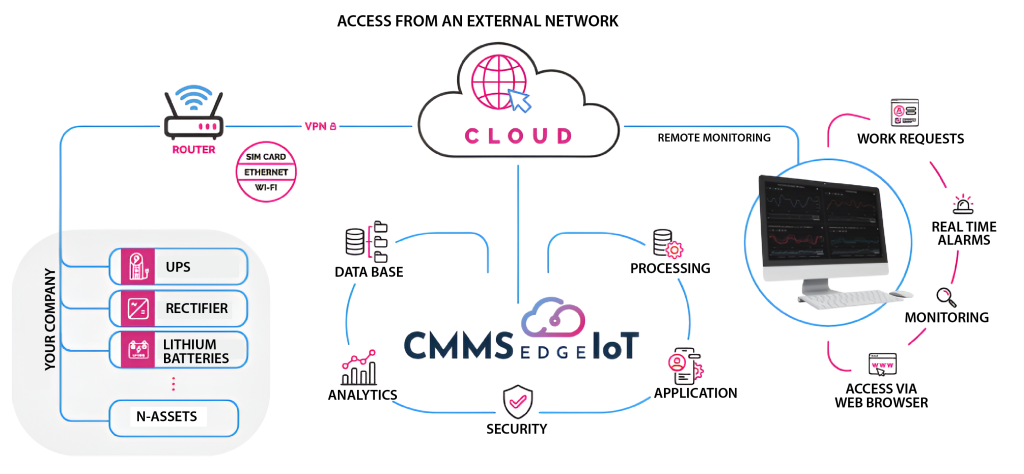
CMMSEdge Operation
There are cases in which the assets do not have meters, for this it is recommended to install analog or digital hour meters depending on the routine process inspections, maintenance budget, accessibility to the place where the asset is located, the number of people that the maintenance team has, also audible or visual alarms can be adapted to alert the proximity of maintenance and thus manage the planning of work orders.
Hourmeters management
For a proper scheduling of preventive maintenance based on hourmeters, it is advisable to keep a control board or monthly and weekly maintenance schedule, this can be elaborated in a physical medium on a bulletin board or in the CMMShere calendar module, so that there is a specific control of when the last maintenance was done with date, time and hours of the hourmeter and an estimation is made based on operational requirements when the next maintenance will be done, It is important to emphasize that when using preventive maintenance based on hours of operation, sometimes the plans of 150 hrs, 300 hrs, 500 hrs and others will coincide with others, then a differentiation must be made in the time lines of each plan within the work order calendar.
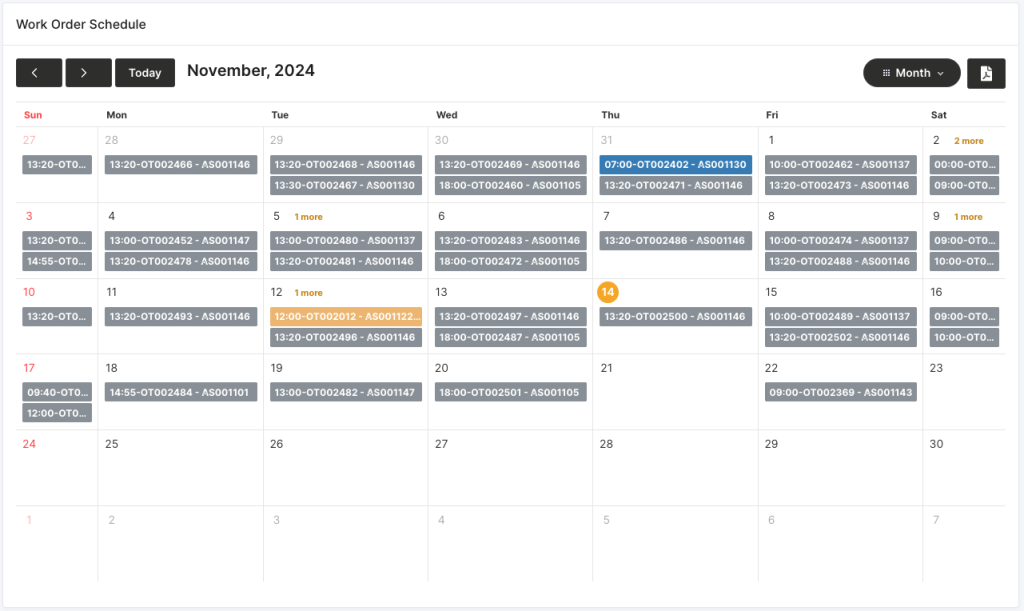
This type of control panels are applied in the area of yellow machinery, mining equipment, construction industry, oil industry, medical devices among others, the most important thing is to know how long the equipment was in operation and with this information the planning is done and additionally indicators such as MTBF can be calculated, there will be situations in which the odometer is accompanied by an odometer to measure distance traveled and maintenance planning will be based on hours for certain parts and kilometers for others.
With this type of control panel, maintenance resources such as inventories and personnel are better rationalized, with good planning, the required stock of materials will be available and the technical workload will be known.
With a properly planned and managed maintenance plan it is of vital importance that the scheduler or maintenance programmer is aware of feeding the counters (hourmeters, odometers, dates, rotation counters, etc.) in the CMMS module or in the control panel, be in constant communication with his technicians and have the data of accumulated hours updated per day and thus be able to determine at what time new work orders arise and continue with their status assignment, assignment of maintenance plan based on hours, requesting the inventory of spare parts and tools inventory, allocation of personnel and other required information and resources, requesting the inventory of spare parts and tools inventory, allocation of personnel and other required information and resources. The system can then determine when new work orders arise and continue with their status assignment, assigning maintenance plan based on hours, requesting spare parts inventory and tool inventory, assigning personnel and other required information and resources.
When the executor has completed the work order within the CMMS or manually, he must report the time indicated by the hourmeter and give an estimate in his comments of when the next maintenance task should be performed, indicating the date, time and what type or types of maintenance apply and report it immediately to his maintenance scheduler so that he can include it in his control panel.
When is the use of hourmeters difficult?
When assets are located in remote areas and inspections are not frequently performed by personnel, the following actions are recommended:
- Depending on the nature of the asset and the service it provides, it is recommended to implement a SCADA system to supervise the processes remotely and thus be able to schedule routine inspections and maintenance visits.
- Establish a maintenance plan by frequency, whether weekly, biweekly, monthly, semiannual or annual, and execute complete maintenance tasks according to the analysis of parts or functional systems that require change, allowing a good planning of tasks, consumables and spare parts needs.
For more information on how to implement the management of hourmeters and other meters in your organization through CMMSHere please contact us or through our Chatbot one of our agents will contact you as soon as possible.



No comment yet, add your voice below!